传统双硬度/多硬度泡沫是单层横向发泡,采用乘坐区域和两侧区域分别浇注,通过模具摆放角度、在两侧翼与乘坐区域之间增加隔料槽、泡沫两侧加嵌件等方法来实现,但这三种方法都有各自的缺陷:
摆放角度:无论怎么摆放,不同区域的结合部仍有原料互渗接触的情况,导致包覆位置软硬不均。
增加隔料槽:发泡钢丝的强度无法保证,且容易暴露在外。
泡沫两侧加嵌件:成本高,年限久后容易和泡沫分离。
以此为背景下,双层硬度的泡沫应运而生,上下两层发泡强度和硬度不同,上层更加柔软,下层较硬保证平均的应力分布。这种泡沫工艺上避免上述措施带来的缺陷风险,功能上也可以提升驾驶舒适性。
那么聪明的发泡工程师们是如何设计实现的呢?
1
粘贴法
这是最简单粗暴的一种方法了:先用常规发泡,把下层硬区的泡沫成型取模出来,然后在上层粘贴上裁剪好的较为柔软的软泡层。
这种方法做出来的泡沫也是双层硬度泡沫,能提供一定的舒适性,但也有局限性,不是很适合立体结构。同样该工艺应用到一定量的胶粘剂,普遍会给泡沫整体带来一定的VOC和气味贡献值。所以胶粘剂建议选择水性环保产品。

海绵粘贴工位

粘贴后的双层海绵
2
DHH发泡
DHH发泡曾经是延锋安道拓宣传的一种新的发泡技术,也叫水平双层发泡、垂直双硬度发泡等,笔者在先前文章里介绍了,这种发泡技术在双层鞋底上已经普及运用了,原则上就是要设置一个分隔的方式,让上下软硬区分别单独发泡。
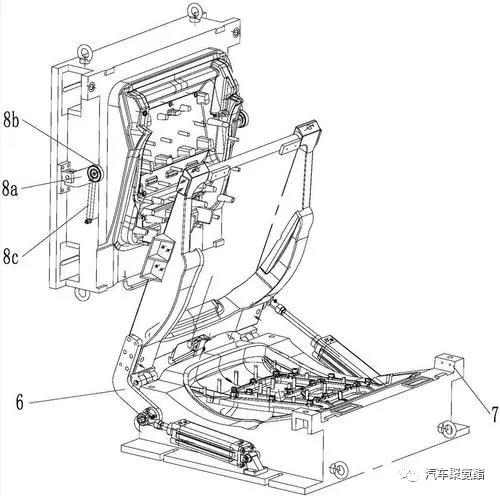
双层鞋底模具是上下模中间设置了一个假盖(lips),汽车座椅模具大且厚重,如果设置实体假盖面积大、不易操作且成本高,经行业朋友留言说是通过无纺布实现的。由于延锋安道拓的技术保密性,笔者深入调研了下,发现重庆宏立至信的一个发明专利有类似之处,分享给大家:
简单的说,就是在模具上下模中间设置一个中空的框架结构,称之为中间框,中间框铺设一层隔料布(最好是无纺布),下模有支撑柱顶着隔料布,上模也有支撑柱压着隔料布,防止隔料布塌陷。
通过中间框的隔料布,对下模起到周边密封的作用,完成下模硬区的浇注和发泡。然后再对上模软区进行浇注和发泡。至此完成了双层硬度发泡的座椅泡沫。
而延锋安道拓DHH发泡技术对外宣传的卖点是可实现从单一模具内制造出三区不同硬度发泡:上层中区较软,两侧稍硬,下层底部较硬。
可见DHH发泡是横向双硬度发泡+双层发泡技术的结合体。为座椅的舒适性做出明显的提升。
 ? ?
压力分布
一个新的工艺解密后看起来都很简单,但一开始能构思设计出来的人还真不简单,正向设计是需要充分了解市场需求、潮流趋势,再结合多年的经验和智慧,多次不断的实验尝试和验证,最后才能落地,这个过程的艰辛唯有同道中人才能理解。向一线的发泡工程师们致敬!
|