胶辊是工业中常用的重要设备部件,是以金属或其他材料为芯,外覆橡胶经硫化而制成的辊状制品。相对纯金属辊体对比,它具有弹性好,耐腐噪音小、吸水性强、厚度适中等优点,应用于造纸、印刷、印染、冶金、粮食加工等工业领域。胶辊产品广发应用于我们日常生活中,如办公室的打印机、复印机、相片塑封机等。根据不同的生产工艺采用不同的橡胶作为包胶层,常用的有天然橡胶、硅胶、三元乙丙橡胶、氟橡胶等不同胶的品类。胶辊的成型方法有积层法、挤出法、浇注法等成型方式。
橡胶胶辊的成型过程与其他固体橡胶制品相类似的是混炼胶的制备,即首先需用大功率开炼机对某些生胶进行塑炼,赋予生胶塑性,便于以后的成型加工然后将生胶或塑炼胶与各种配合剂放人密炼机中进行均匀混合。因为胶辊表面要求很高,胶料中不能混人任何杂质,否则会严重影响其使用性能,因此胶料混炼后必须进行过滤,而后是压片、压延,即压出薄厚均匀的胶片,以备下道成型工序使用,成型工序是胶辊生产中的一个重要环节,其方法也多种多样,本文将在后面着重介绍成型工序中的成型方法及特点最后一道工序是将已成型胶辊包上布、并用铁丝扎紧,送人硫化罐硫化。硫化后还需车磨,以保证餃辊表面的光洁度和尺寸精度。橡胶餃辊的加工工艺流程如下:
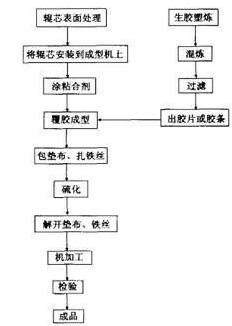
胶辊生产流程
橡胶包覆胶辊的成型方法主要有贴合法、缠绕法和挤出法,各种不同的成型方法所配备的设备也不同。
贴合法:将压延机压出的胶片卷放在胶辊贴合成型机上,导开胶片,将整个胶片一层层卷缠并貼合在金属辊芯上,直到达到所需要的覆胶厚度为止,贴合所用胶片不能太厚,一般为5~6mm左右,胶辊胶层厚应留有6~8mm余量,以便后序车磨加工。另外胶辊2端宽100~150mm处应多贴2~3层片,使2端胶层高出3~5mm,以避免包帆布时将胶层变薄。滚压贴合成型法的关键技术是在缠卷贴合时应避免将空气夹人胶层之间另外此法由于受胶片宽度的限制,不能用于成型长度较长的胶辊。
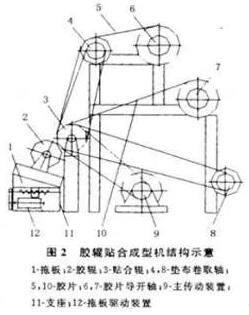
胶辊贴合成型机如图所示:
胶辊生产流程
整个胶辊貼合成型机主要由支座、貼胶辊、垫布卷取轴、胶片导开轴、以及主传动装置组成·该设备有2套胶片导开及垫布卷取装置,分别用于贴合腔辊的底餃胶片和面胶胶片。胶片导开轴6和7分别用于导开底胶胶片5和面胶胶片10,各导开轴端部均装有摩擦离合器,通过调节摩擦离合器的制动力矩,以防止胶片在导出过程中松卷。垫布卷取轴4和8分别用于卷取底胶胶片和面胶胶片的垫布。2个垫布卷取轴均由主传动装置9通过链条链轮带动.当贴合底胶胶片时,松开面胶胶片垫布卷取轴的离合器,连接底胶胶片垫布卷取轴的离合器,使主传动装置只带动底胶胶片垫布卷取轴。反之,当贴合面胶胶片时,则松开底餃胶片垫布卷取轴,连接面餃胶片坠布卷取轴。主传动装置除用于卷取垫布之外,主要作用是带动贴胶辊向待覆胶辊上缠卷贴合胶片。
待覆胶辊2安装在拖板1上.拖板可以在驱动装置12及杠的驱动下,在支座11上作径向移动,以进行不同直径胶辊的覆胶·在腔辊自重与拖板内压缩弹簧的作用下使导出胶片紧密地缠,卷在辊芯上,从而防止了胶片层与层之间夹带空气。
连续挤出缠绕成型法:
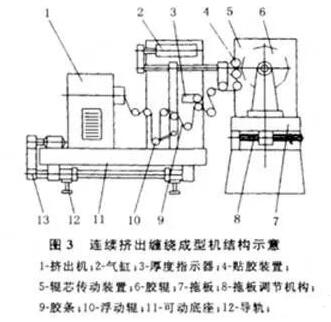
该方法采用挤出机连续挤出热胶条,直接将热餃条螺旋慵绕滚压在金属辊芯上这种方法生产效率高,省去压延胶片、展开垫布、裁料、用溶剂清洗和接缝处理等一系列辅助操作,并且克服了贴合成型法不能成型门尼粘度大而粘合性差的胶料的缺点。连续挤出缠绕成型机如下图所示:
胶辊生产
整个设备主要由挤出机、导轨、可动底座驱动装置、浮动辊、贴胶装置、辊芯传动装置等组。其中挤出机、浮动辊、贴胶装置、厚度指示器和气缸均安装在可动底座上,整个可动底座可以在驱动装置带动下沿轴向移动。辊芯则安装在拖板上,在辊芯传动装置的带动下旋转以进行胶条的缠绕贴合。
胶辊覆胶时,由挤出机1连续不断地挤出胶条,挤出胶条9经过各导向辊、浮动辊10、厚度指示器3和贴胶装置4最后贴合到胶辊辊芯6上。随着胶辊辊芯的转动和贴胶装置、挤出机沿辊芯轴向的移动,胶条均匀地缠绕并贴合在辊芯上。胶辊的转速与贴胶装置的轴向移动速度成一定比例关系。根据胶条厚度不同,调节2者之间的比例关系。辊芯支承轴中心线与贴胶装置之间的距离可通过拖板驱动装置8调节,以便缠绕贴合不同直径的胶辊。
安装浮动辊的支臂上设有电位器,用于控制辊芯的转速,以协调挤出机挤出速度和辊芯转速
之间的关系。覆胶时,浮动辊上、下浮动,起贮料作用,同时带动电位器正转或反转,以控制辊芯转速。
充模成型法:
对于充模成型法,成型设备中少不了成型模具,如图7所示〔它主要由模具2,上下盖6和8,浇注管4等组成。充模方法比较特殊。因为胶辊较长,覆胶层比较薄,因而浇注的模具型腔狭窄,如直接从上而下进行浇注会使胶辊产生气泡,影响产品质量。因此浇注前将可移动浇注管插人到模具内腔。浇注时,随着聚氨酯液面的升高,浇注管在进给机构3的驱动下也逐渐上升,从而防止了气泡的产生。
无模成型法:
无模成型法是最近发展起来的一种新工艺,它不需模具成型,而是直接将聚氨酯浇注到辊芯
表面。通过辊芯旋转运动与浇注成型机混合装置轴向移动完成覆胶操作辊芯旋转装置是无模成型法中的重要设备,它主要由辊芯支承、驱动机构和调速机构组成浇注时,辊芯水平安装在旋转装置的支承上,在驱动机构的带动下辊芯作旋转运动,与此同时浇注机混合装置边浇注边沿辊芯轴向移动,从面完成了胶辊的覆胶操作.辊芯的转速由调速机构进行无级调速,以便成型不同直径或不同覆胶厚度的胶辊辊芯表面的覆胶厚度由浇注成型机的浇注量、混合装置移动速度和辊芯转速3者协调控制对于覆胶厚度较大的胶辊分多次浇注,每次覆胶厚度通常为4~5mm,为保证层与层之间的粘合,相邻胶层的浇注时间不能超过40min。
胶辊生产工艺流程是否一样,要看各生产工艺条件的要求及设备情况具体而定,不同的生产工艺及对产品不同的性能要求,侧会有针对性的生产工艺流程的调整。



